


检查工艺
检验过程
1. 原材料检验:
质检及化验员对车间存放的钢带按理化检验规程进行抽样检验、化验并填写检验报告,检验合格后签发“质量合格证”,产品交仓库供应。
2. 成型焊接检验:
成型检验员按检验工艺规定对成型钢管进行检验,对检验合格的产品做好标识,填写检验记录,发现不合格信息及时与生产人员沟通,等待调整或修补。
3. 在线超声波检验:
探伤员按钢管执行标准对成型钢管进行相应检验,对板材及钢管缺陷进行标识,填写检验记录。
4. 内焊缝外观检验:
内焊缝检验员对钢管内焊缝进行目视检查,对缺陷相应进行标识,填写检验记录。
5. 焊缝X射线探伤:
探伤员对钢管焊缝进行X射线检验,对缺陷进行标识,填写记录。
6. 补焊检验:
补焊检验员对钢管补焊处进行检验,探伤员按相应执行标准对补焊处进行探伤并填写检验记录。
7. 静水压试验:
静水压试验员按钢管执行标准及相应水压值对钢管进行静水压试验,对漏水和渗水处进行标识,生产人员进行修补。
8. 离线超声波检验:
静水压试验后,探伤员按钢管执行标准对成型钢管在规定时间内进行相应检验,对板材及钢管缺陷进行标识,填写检验记录。
9. 成品检验:
成品质检员对经过工序检验合格的产品按产品标准及检验工艺进行最终检验,对产品进行标识、分级,填写成品检验记录并交仓库。
10. 自检及抽检流程:
A. 自检和互检
B. 操作人员在生产过程中应按《产品工艺技术规定》要求进行自检和互检,自检和互检合格的则继续生产;自检和互检不合格的则执行《不合格品控制程序》。
C. 工程检测和测量
D. 产品每道工序完成后,质检员按《产品质量检验考核细则》和产品标准进行抽样检验,合格的则转入下道工序,不合格的则执行《不合格品控制程序》。
E. 完成监控和测量
F. 产品完工后,质检员按《产品质量检验考核细则》逐项进行检验。
G. 经检验合格后,质检员按《检验员编号及印章管理办法》规定对产品进行盖章,并填写《产品检验记录》、《产品验收单》方可入库。
H. 产品性能监控和测量
I. 产品完工后,如客户要求或公司认为必要,应进行产品性能的试验和测量,按产品标准中规定的项目和方法进行监控,填写《产品型式检验记录》、《产品抗裂试验记录》、《产品出厂检验记录》。
J. 紧急/例外放行
当产品因生产急需而未进行试验或试验未完成,或经客户同意放行,需要投入使用、加工或交付时,由紧急/例外放行申请部门填写《紧急/例外放行申请单》,经技术负责人审批后方可实施放行。放行时,对放行产品进行可追溯性标识并保留样品检验(边放行边检验),如其中一项不合格,可及时追回,但必须进行外观验证。
若试验不合格,应进行双倍取样,若仍不合格,则重新进行管结构设计、生产设备监控调试及试验管的生产,然后进行试验,直至合格。
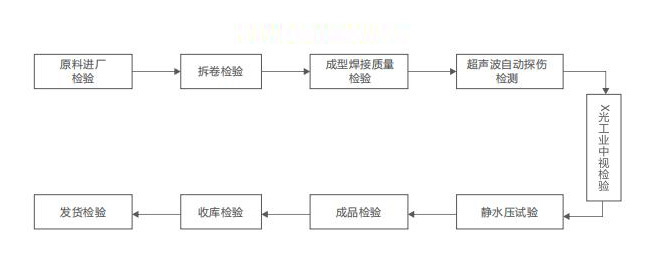
检验流程图
留言给我们
更多信息,请在下方留言。